了解和解决控制阀气蚀问题
意外的气蚀会破坏控制阀的内部结构,甚至导致灾难性的故障,因此了解什么是气蚀,为什么会发生以及如何在控制阀应用中解决该问题很重要。
空化是一种液体流动现象,可能发生在控制阀,泵,船用螺旋桨,管道以及任何液体在巨大压差之间运动的情况下。在讨论由气蚀引起的问题及其解决方法之前,重要的是要准确地了解什么是气蚀及其发生的原因。
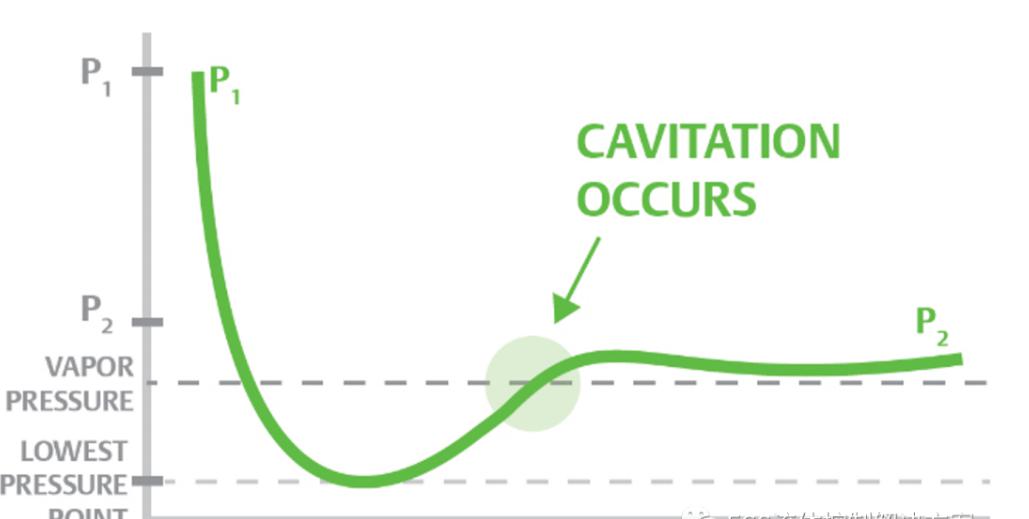
图1显示了液体通过控制阀时的瞬时压力。阀的内部通道的横截面面积不同,并且入口和出口面积通常比阀芯和阀座周围的面积大得多。由于阀中任何位置的总流量是相同的,因此阀芯和阀座周围的液体速度必须更高,才能通过相同的流量。
根据伯努利定律,每个点的总能量是恒定的,因此,如果增加速度,则压力必须下降。这解释了压力曲线中的明显下降。当流体通过限制器时,它必须加速,从而降低该点的压力。维纳收缩(Vena Contracta)是水流的最小面积,它位于水流收缩的下游。这是平均流速最高而平均压力最低的流动点。一旦液体进入更大的出口管道,它就会减速并恢复一定的压力。
如果维纳收缩中的瞬时压力低于蒸气压,则蒸气气泡将开始形成。但是,如图1所示,当压力恢复到腔静脉下游的蒸汽压力以上时,气泡(或蒸汽腔)将立即倒回到液体中。气泡的这种形成和破裂称为空化。如果出口压力小于液体的蒸气压,则这些蒸气腔将在阀的下游持续存在。这称为闪蒸。
泡沫有多危险?
虽然闪蒸或气蚀会严重损坏控制阀,但本文将重点介绍气蚀的影响。可能令人惊讶,但与气泡相关的大多数损坏不是在气泡形成时发生的,而是在气泡塌陷并消失时发生的(请参见图2)。
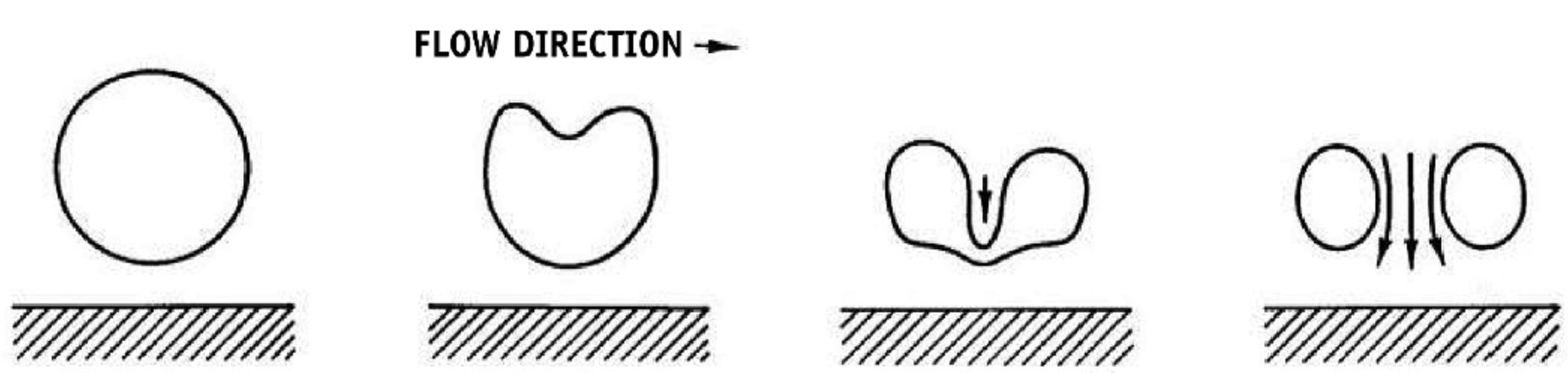
图2.空化阀内部的蒸气泡破裂图。
最初,气泡是球形的,但是坍塌的气泡通常会形成一个凹坑,当它凝结回液体时,它最终会穿透气泡。气泡的内爆会产生高速,破坏性的微型喷射流和局部冲击波。这些现象中的任何一种,当位于材料表面附近时,都可能严重损坏阀芯,例如阀芯,阀座,阀体和相关的管道(见图3)。如果流体是腐蚀性的,气蚀不仅会腐蚀阀的内部,还会加速化学腐蚀。
空化也可能会限制阀门的流量。随着气蚀程度的升高,阀出口中的蒸气量开始限制流量。在某些时候,下游蒸汽负荷将变得很高,以至于气流被阻塞。对于设定的入口压力和固定的阀位置,无论下游压力降低多少,处于节流条件下的阀都无法通过更多的液体。
检测和/或预测气蚀
预测初期空化的发生是非常困难的,但是有一些方法可以预测和检测空化的严重性。第一种方法是严重空化的液体会产生明显的噪音和振动。阀门和下游管道听起来好像有砾石流过,并且通常会剧烈振动。此服务中的标准阀不会持续很长时间。阀门内部的粗糙,不规则和煤渣状的点蚀损坏(如图3所示)也是在应用中出现严重空化的迹象。

图3.空蚀损坏的样本。空化会腐蚀并破坏阀或下游管道的塞子,阀座和壁。损坏通常表现为深色,凹坑和粗糙的表面。阀门内部的整个部分都可能丢失。
在安装阶段预测气蚀的严重程度比在安装后进行检测要好。ISA的推荐规范75.23(评估控制阀气蚀的考虑因素)定义了一种应用的气蚀指数(σ),即(P1-Pv)与(P1-P2)之间的比率。取决于σ的值,空化的严重程度可以从初始空化到严重的振动,窒息和材料损坏。
空化指数未传达有关应用中特定阀门性能的任何信息。不同的阀门可以承受不同程度的气蚀,并且每种应用都可以侧重于气蚀的不同方面,例如,噪音,振动,损坏。
阀门制造商会根据其应用经验和产品的特定设计特征来确定其设计极限。在高回收率的阀门(例如蝶阀,球阀和旋塞阀)上,气穴现象可能更为明显。高回收阀通常具有较低的腔收缩压力(请参见图4),从而增加气泡形成和空化的机会。
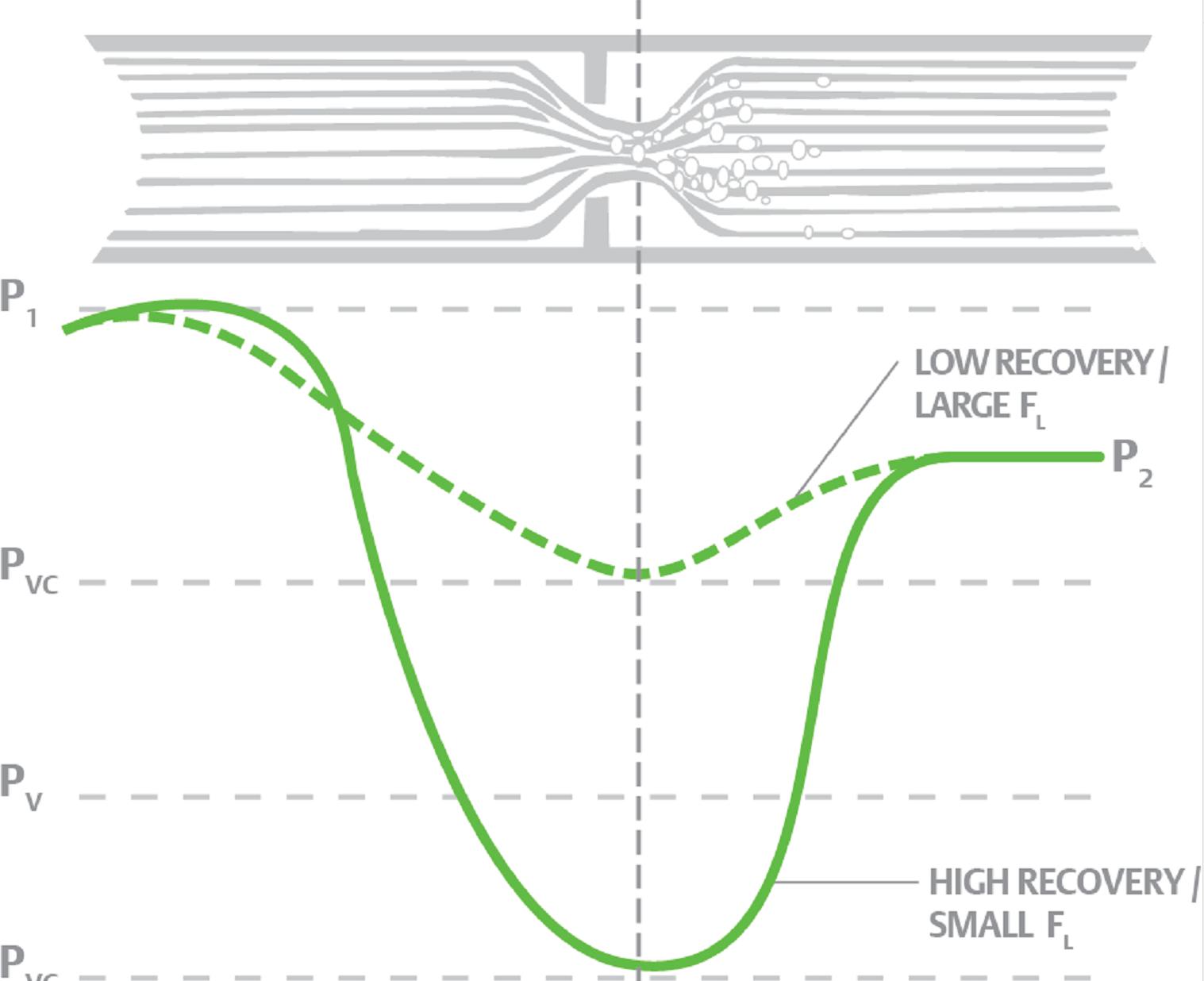
图4.此图比较了在相同工艺条件下高回收率(球形,蝶形)阀与低回收率(球形)阀的腔收缩压力。请注意,高回收阀中的腔收缩压力明显降低,增加了气蚀的可能性。
评估气蚀损害潜力所需的关键工艺参数是上游和下游压力,流体温度和液体的蒸气压。对于纯净的流体(水,氨,甲醇等),通常通常很容易获得蒸气压,但是对于流体,碳氢化合物混合物或研究较少的中间化合物的组合,很难确定蒸气压。蒸气压的准确估算对于评估空化强度至关重要。
如果阀门承受非常高的压降或液体温度升高(转换为高蒸气压),则发生气蚀的可能性更大。锅炉给水泵再循环阀(在本文开头介绍)具有这两个条件。
空化破坏的可能性是空化条件下占空比的函数。如果阀门仅在极少数情况下会经历气蚀状态,则这种状态可能不会损害阀门的整体性能,因为损坏效果取决于时间。同样,气蚀问题通常随流速而变。较大的流速意味着有更多的流体可供空化,并且存在更大的损坏可能性。
空化解决方案1:避免
处理空化的最佳方法是完全避免空化。当阀的出口压力非常接近液体的蒸气压时,就会发生气穴现象。考虑一下图5所示的阀。当流体沿着管道向下移动时,由于管路损失,压力逐渐下降。如果阀门恰好安装在液体接近其蒸气压的位置,则控制阀中发生气穴的可能性很高。
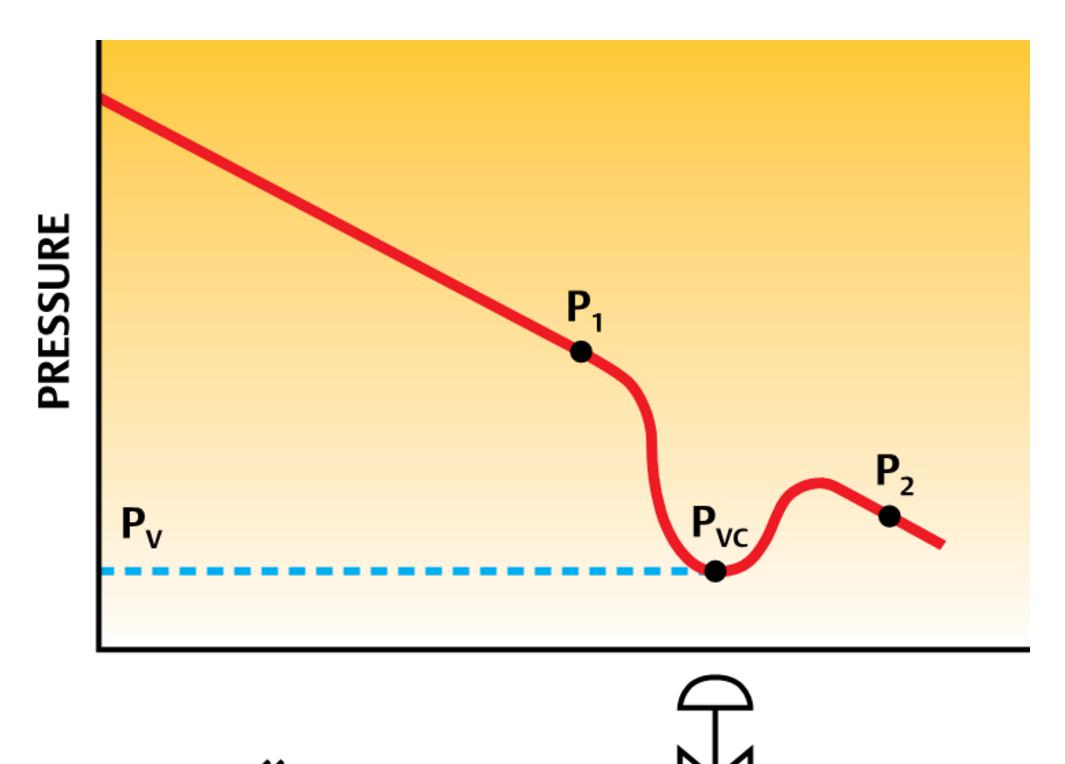
图5.控制阀位于管道下方,出口压力恰好接近蒸汽压力。该阀可能会空化。
现在考虑图6。在这种情况下,阀门已移至压力较高的其他位置。也许阀离泵更近,所以管线损失减少了,或者阀位于水头压力较高的一段管道中。在任何一种情况下,阀的出口压力都远高于蒸气压力,并且气蚀的可能性较小。
图6.控制阀向上游移动,管线损失减少或液头压力更高。无论哪种情况,出口压力都与蒸气压力相差甚远,并且避免了气蚀现象。
如果阀的布置不灵活,可以使用孔板或阀在控制阀的下游增加流阻。阀内的流体压力会增加,并且压力降会减少。然而,该技术可能仅将气穴从阀移至下游限制装置,并且可能无法有效地控制系统中的气穴。由于较少的压降可用于通过相同量的流量,因此这也可能会增加阀的尺寸。避免气蚀的其他方法可能包括剃刮泵的叶轮或在泵上安装变频驱动器以减少整个阀的压降。
空化解决方案2:为其设计
如果无法避免气蚀现象,则必须将阀门设计为能够处理并最大程度地减少损坏。有三种方法可以实现此目的:
· 坚固性
· 隔离
· 消除
通常,在阀门设计中会采用两种甚至三种技术的组合。
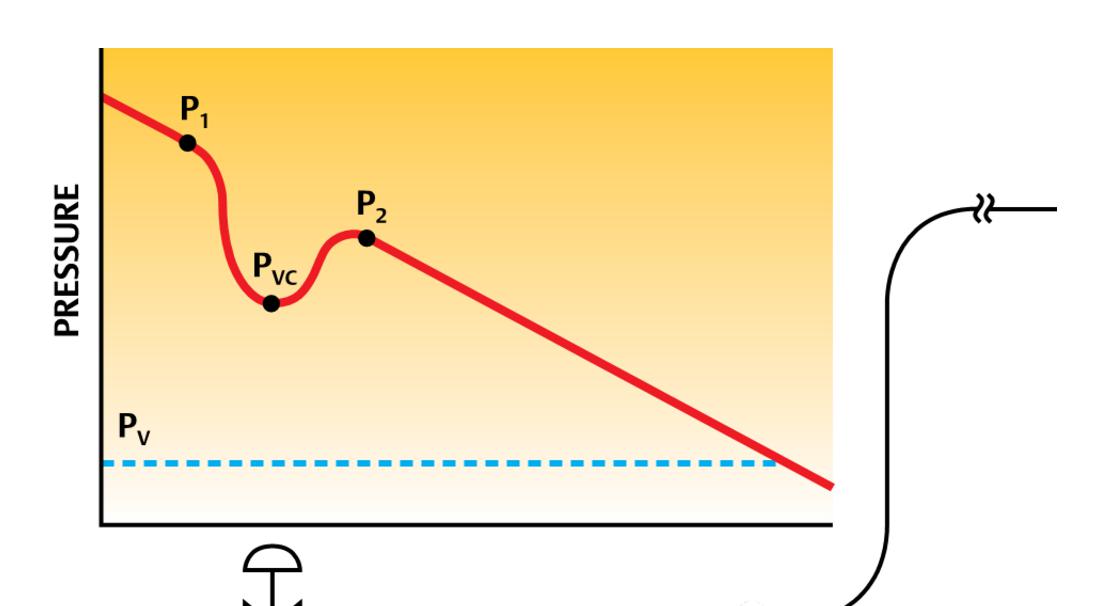
图7.左侧的阀芯具有高强度6号合金尖端,而右侧的阀芯由316不锈钢制成。两者都经历了相同的闪蒸条件,持续了相似的时间。
坚固性使用高强度,硬化的材料制造会发生气蚀的阀门关键部位。空化最终可能会损坏阀门内部,但是高强度材料会在更长的时间内抵抗损坏。请注意,图6的合金6阀芯与标准不锈钢阀芯在相同的使用条件下经过相同的时间量之间的差异。对高强度合金的损害很小。
隔离尝试将塌陷的气泡转移或引导到气流的中间,在此处微射流和冲击波无法撞击到阀组件上。有许多技术可以实现这一点,包括图8所示的两种阀门设计。
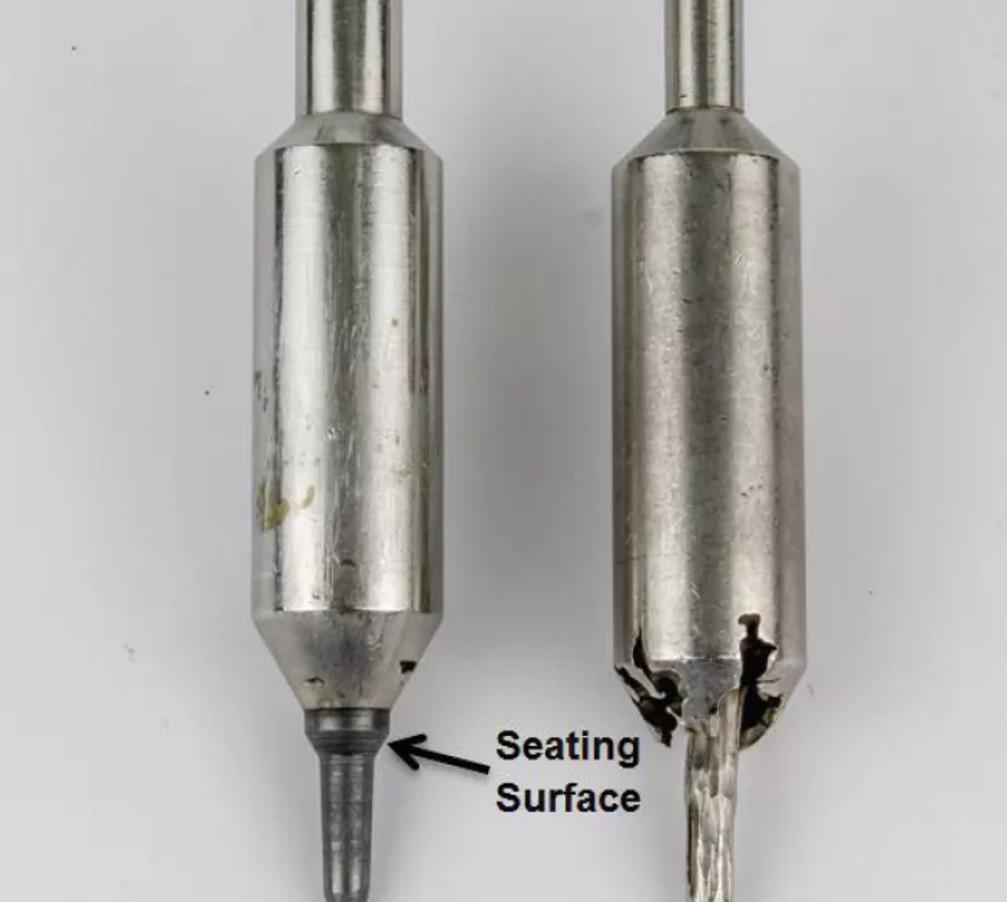
图8. Fisher Cavitrol III 1级装饰件(如左图所示)在硬化钢装饰件中采用了多个工程化的低回复孔,以承受压降。空化气泡被注入到气流的中间,在那里它们几乎不会损坏旋塞,阀座或阀壁。其他装饰,例如微型扁平设计(如右图所示),则使用带有衬套的向下倾斜的阀体,将气泡引导到远离阀座的保护区域。
消除通过在一系列阶段而不是一次采取压降来努力使空化最小化。单个压降往往会出现较大的下降(如图1所示),下降到液体的蒸气压以下。如果分三级或四级进行一系列压降,则消除了压降,并且压力保持在蒸气压以上(参见图9)。
图9.某些抗气蚀修整不是使用如图1所示的单个压降,而是使用了一系列压降阶段,从而形成了压力曲线(如下所示)并避免了气蚀现象。Fisher CAV 4阀内件(右)通过四个离散,独立,不相等且回收率低的阶段(具有足够的回收面积)来降低压力。
结论
每当阀门承受很高的压降或液体接近其蒸气压时,就会发生气穴现象。如果出乎意料,则气蚀会迅速破坏阀门内部,甚至侵蚀管道壁。但是,可以使用计算来预先预测气蚀问题。有了这些知识,设计人员可以重新设计设备设计以消除或减轻气蚀现象,或者可以与控制阀供应商合作选择最佳的阀设计来应对挑战性的工艺条件。
关于作者
Thirumalai Karthik(TK)Arasu是艾默生的关键控制阀专家。他拥有13年的应用经验,专门研究抗气蚀,抗噪声和高性能工程控制阀。